Emaillieren - Kunst und Handwerk (1)
Hauptmenü
- Homepage
- Historisches
- Emailrohstoff
- Emailtechniken
- Abziehbilder
- Bleistifttechnik
- Fensteremail
- Grubenschmelz / email champlevé
- Gold + Silberfolien
- Körperschmelz
- Kugel emaillieren
- Kupferfolien
- Malen mit Emailpulvern
- Mosaikemail
- Malen mit Oxidfarben
- Sägetechnik
- Schablonentechnik
- Sgraffito-Technik
- Streutechnik
- Zellenschmelz/Cloisonné
- Stahlemail
- Spielereien
- Zusatzarbeiten
- Was ist was?
- Kontakt
- Metallarbeiten
- Bilder
Von Hand
Zusatzarbeiten > Email schleifen
Schleifen und Polieren von Emailflächen.
Emailflächen können per Hand oder mit entsprechen-den Maschinen geschliffen und/oder poliert werden.
Handschliff.
Werkzeuge: Karborund-, Aluminiumoxid-, Diamantfeilen oder Diamantpads verschiedener Körnungen z. B. von Korn 150 über 220, 360 bis etwa 500 oder bei Bedarf feiner. Die Zahlen bezeichnen die Anzahl der Schleifkörner pro Quadratzentimeter Schleifkörper. Je höher die Zahl, desto feiner das Schleifmittel. Geschliffen wird mit diesen Werkzeugen grundsätzlich nass, am besten unter fließendem Wasser. Beim Wechsel des Schleifmittels von grob nach fein, Werkstück unter fließendem Wasser gut reinigen um das gröbere Schleifmittel von der Oberfläche zu entfernen.  Bild links, Schleifwerkzeuge für den Handschliff. Von oben nach unten: 2 Diamant-Schleifpads Vorder- und Rückseite,
Bild links, Schleifwerkzeuge für den Handschliff. Von oben nach unten: 2 Diamant-Schleifpads Vorder- und Rückseite,
2 Karborundsteine, Diamantfeile starr, Diamantfeile flexibel, rechts Aluminiumoxid-Stein
Vor- und Nachteile der unterschiedlichen Schleifmittel.
Karborundfeilen sind relativ preiswert. Durch ihre Härte haben sie eine hohe Standzeit. Nachteil: Sie sind nicht sehr scharf, dass Schleifen dauert lang und der Karborund-Abrieb setzt sich in den Emailporen fest. Auf Grund der Härte können grobe Steine tiefe Kratzer in der Emailoberfläche erzeugen.
Aluminiumoxid-Feilen. Diese Feilen greifen wesentlich besser als Karborundsteine. Sie sind allerdings sehr weich und haben deshalb eine geringe Standzeit, die aber durch die kürzere Arbeitszeit wettgemacht wird. Auf Grund der weicheren Bindung der Steine entstehen nicht so leicht tiefere Kratzer. Der Abrieb setzt sich kaum in den Poren fest. Leider m. W. nur in USA bei Thompson Enamel erhältlich.
Diamantfeilen. Auf einem Metallkern ist Diamantgranulat fest aufgesintert. Diamantfeilen gibt es in vielen Formen und Feinheitsgraden bei Schleifmittelherstellern.
Diamantwerkzeuge sind die effektivsten Schleifmittel für Email. Sie greifen sehr gut, so dass ein schnelles Schleifen gewährleistet ist. Sie bleiben bis zu ihrem "Lebensende" praktisch immer scharf. Die Standzeit ist sehr gut. Leider sind sie in der Anschaffung etwas teuer, was aber durch eingesparte Arbeitszeit und hohe Standzeit schnell wettgemacht wird.
Die flexiblen Diamantfeilen sind etwas preiswerter. Allerdings ist ihre Standzeit kürzer.
Diamant-Pads. (Schleifkissen) Unterschied zwischen Feilen und Pads: die Feilen sind starr, die Pads sehr flexibel. Eine Seite der Pads ist mit Diamantgranulat belegt. Es gibt die unterschiedlichsten Körnungen, von grob bis ultrafein. Pads haben gegenüber den Feilen den Vorteil, dass sie sehr flexibel sind. Bei gewölbten Flächen passen sie sich der Wölbung an Sonst gilt das für die Feilen gesagte auch für die Pads.
Schleifvorgang
Vorab: Auch wenn Diamantpads oder andere Diamantschleifmittel sehr viel teurer sind als Karborund- oder Aluminiumfeilen, lohnt sich die Anschaffung der Diamantschleifmittel in jedem Fall. Die Zeitersparnis ist erheblich und der Kraftaufwand wird deutlich reduziert. Hinzukommt, dass sich der Schleifstaub so gut wie garnicht in den Poren festsetzt.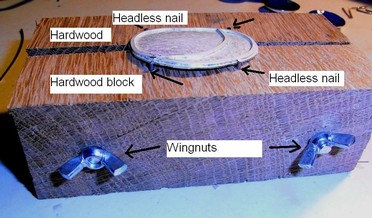 Begonnen wird mit dem gröbsten Werkzeug. Kleine Werkstücke kann man auf eine etwas stärkere wasserfeste Unterlage (z. B. Plexiglas, Kunststoffplatte, beschichtete Holzplatte oder dergl.) auf das mit wasserfestem Kleber ein Stück Gummimatte geklebt wurde, legen. Für kleine Arbeiten kann man sich auch einen "Halter" wie rechts gezeigt, anfertigen. Solche Halter erleichtern das Arbeiten wesentlich!
Begonnen wird mit dem gröbsten Werkzeug. Kleine Werkstücke kann man auf eine etwas stärkere wasserfeste Unterlage (z. B. Plexiglas, Kunststoffplatte, beschichtete Holzplatte oder dergl.) auf das mit wasserfestem Kleber ein Stück Gummimatte geklebt wurde, legen. Für kleine Arbeiten kann man sich auch einen "Halter" wie rechts gezeigt, anfertigen. Solche Halter erleichtern das Arbeiten wesentlich!
Die Emailoberläche wird mit einem groben Schleifkörper (Karborund-, Aluminiumoxid-, Diamant-, Korn ca. 150) unter fließendem Wasser solange geschliffen, bis alle Stegdrähte und der Silberrand, bzw. bei Grubenschmelz die Metallteile frei von Email sind. Das Wasser erfüllt dabei mehrere Funktionen. Es wirkt als Gleitmittel, der Schliff wird feiner, es schont vor allem die Diamantwerkzeuge und es vermindert die Gefahr, dass sich Abrieb in den Poren festsetzt. Abrieb der sich trocken in Poren oder Rissen festsetzt ist kaum mehr zu entfernen. Beim Schleifen wird das Werkstück ständig gedreht, um keine Riefen in die Oberfläche zu schleifen. Der Druck sollte mäßig sein, da nicht nur der Druck über den Fortgang des Schleifens entscheidet, sondern vor allem der vom Schleifmittel zurückgelegte Weg. Hoher Druck erzeugt tiefe Riefen!! Zum nächst feineren Schleifmittel darf erst gewechselt werden, wenn der gesamte Schliff gleichmäßig aussieht. Schleifspuren die nicht vom gerade verwendeten Schleifmittel herstammen oder vertiefte, glänzende Stellen lassen sich mit feinerem Schleifmittel nur sehr schwer entfernen. Werkstück zwischendurch mit Papiertuch immer wieder trocken reiben. Ungeschliffene Emailflächen verraten sich durch ihren Glanz. Flache glänzende Stellen können nachgeschliffen werden, tiefere sollten nochmals mit Email aufgefüllt und neu gebrannt werden. Dazu Emailoberfläche mit viel Wasser und einer harten Bürste, z. B. Handwasch- oder Zahnbürste gründlich säubern, trocknen, Email nachfüllen und brennen. Das Nachfüllen und erneute Brennen solcher Dellen ist weniger zeitintensiv, als das Herausschleifen dieser Stellen.
Mitunter werden beim Schleifen auch Poren aufgerissen. Diese Poren schleift man am Besten mit Diamantfräsern oder mit einem Diamantstift aus, füllt sie mit dem entsprechenden Email auf und brennt erneut. Dabei sollte man die Pore nicht nur auffüllen, sondern überfüllen, da das Email beim Brennen immer etwas zusammensinkt.
Mit Diamant- oder Aluminiumoxidfeilen wird genauso geschliffen wie vorher beschrieben. Der Vorteil dieser Werkzeuge liegt vor allem in der höheren Effektivität und darin, dass sich die Schleifrückstände nicht so leicht in den Poren festsetzen.Der letzte Schliff sollte mit einer Körnung von etwa 600-800 oder nach Bedarf auch feiner erfolgen. Dazu kann wasserfestes Schleifpapier verwendet werden. (siehe unter Maschinelles Schleifen).
Ist die Emailoberfläche